
Pressed Aircraft Pistons
Part 1: The Technique and Equipment Adopted by a Pioneer Firm
|
This article first appeared in the Volume 6, Number 64 (February, 1944) issue of Aircraft Production magazine, and is presented here through the kind permission of Flight International. Thanks also to Bruce Vander Mark for furnishing volumes of Aircraft Production for scanning. One of the advances in the technique of piston manufacture has been the adoption of press forging in place of the drop hammer process generally employed in Great Britain. Both German and American aircraft pistons are mostly made by press forging. This article gives a comprehensive description of the pressing technique and equipment adopted by Specialloid Ltd.; the final installment next month will deal mainly with the reasons for adopting this method of manufacture. |
 |
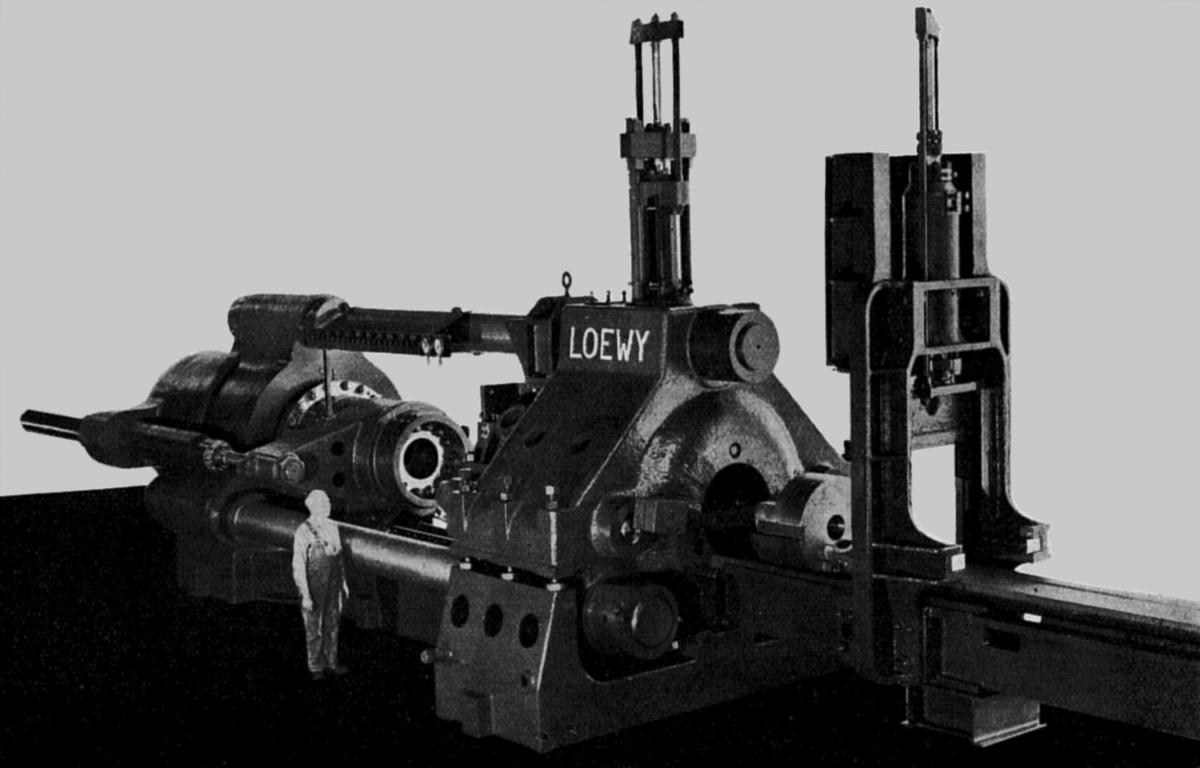 |
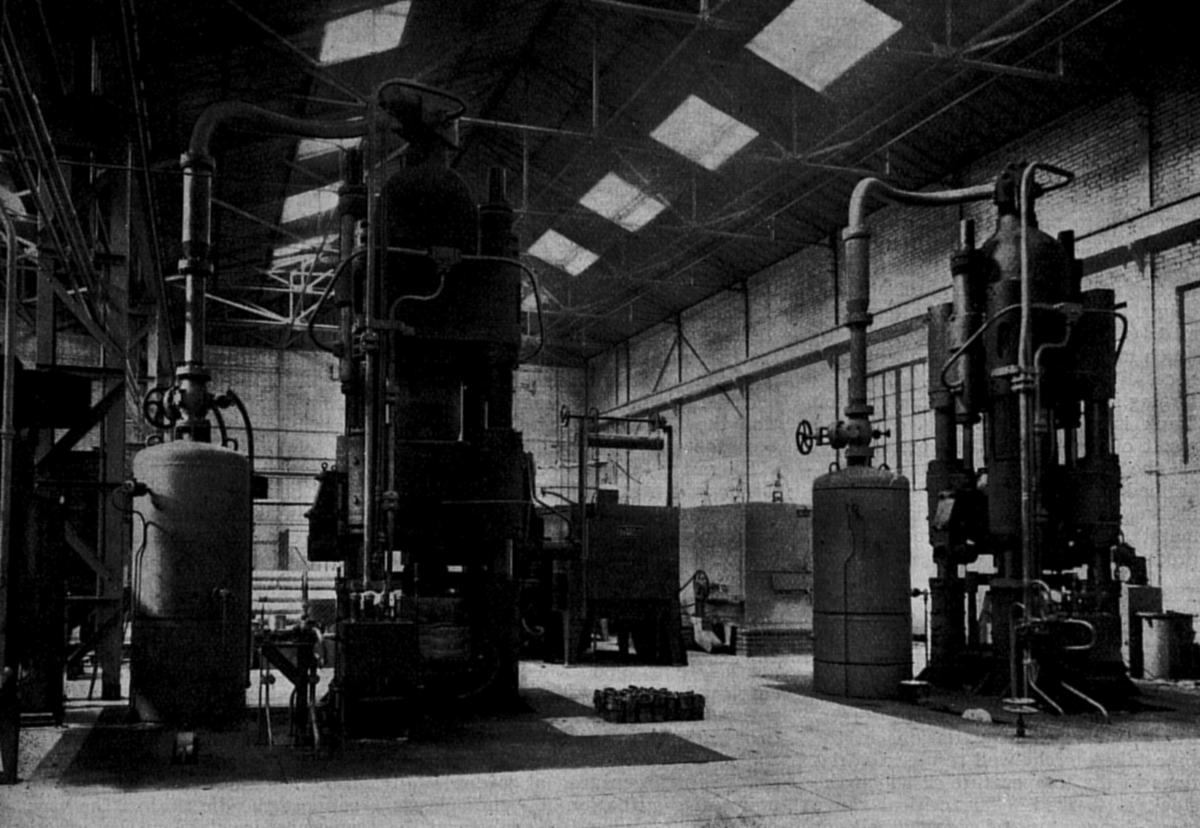
| Fig. 1. Loewy 1,000-ton hydraulic presses installed for forging Specialloid pistons. At the left of each press may be seen the low of pressure water pre-filling tank. | Fig. 3. A 3,000-ton hydraulic press for extruding light alloy bars for high-duty aircraft pistons. |
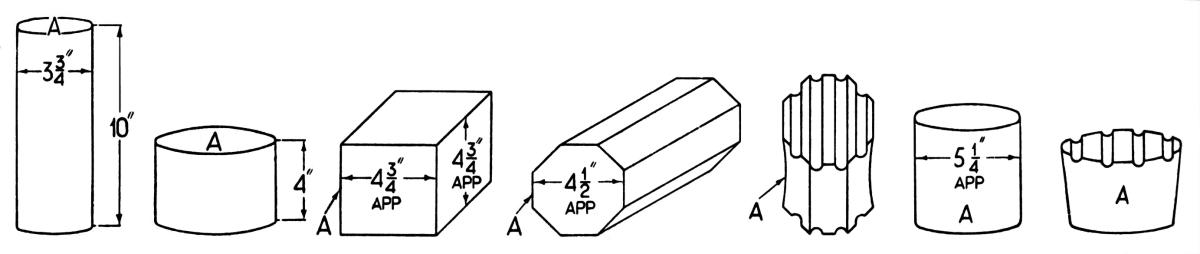 |
| Fig. 2. Forging sequence for producing a piston blank from as-cast bar. |
Despite the great developments that have taken place in the technique for moulding light alloys and the degree of scientific control that can now be exercised, it is still general practice in all countries to employ some form of forged pistons for high-duty internal combustion engines. The use of forged pistons, particularly for aircraft engines, applies to all countries but the method of fabrication varies. Two methods are in common use: drop-hammer forging and press forging, the more recent development being press forging, which originated in Germany. All German aircraft pistons have for some years been press forged. This technique is also being widely and increasingly used in the U.S.A., although British practice on the contrary has been, and still is, generally to use drop-hammer forgings for aircraft and high-speed diesel engine pistons.
As the German aircraft industry makes the widest possible use of press forging in piston production, it is interesting to note that one German authority has stated that the tremendous expansion of the Luftwaffe in the years immediately preceding the WWI was greatly facilitated by the introduction of press forging because this method reduces the total production time, chiefly through a very marked reduction in the total machining time. This point will be discussed in some detail later. In addition, German authorities consider that a press-forged piston is not in any respect inferior to a drop-forged piston. In fact, it is believed that any difference there may be in quality is in favor of the press forging operation.
As pioneers in the production of light alloy pistons Specialloid, Ltd. were naturally interested in the German development of the press-forged piston, and they carried out very exhaustive investigations to determine whether the process was one that they should undertake. The capital expenditure involved was high, but the investigations had shown that the press method of forging pistons had great possibilities. On two important factors, particularly, the amount of virgin metal used and the length and complexity of the machining operations subsequent to the actual forging operation, the press method had great advantages over the drop-hammer method.
It is possible to produce light alloy pistons by press-forging from metal in the as-cast condition. Metal in this condition is not, however, considered suitable for high-duty pistons. Instead, metal that has been worked either by forging or extrusion is employed, because it has greater homogeneity, finer grain structure and better physical properties.
A complicated work sequence is necessary to produce the desired properties in aluminium by forging. To reduce preferential directional properties and to give the highest possible degree of resistance to alternating stresses, the grain refining must be much more pronounced than would be necessary in forging steel. A typical forging sequence for an aircraft piston blank is illustrated in Figure 2. As a result of the amount of work applied to the blank, the relatively coarse-grained structure of the as-cast metal is broken down and a fine-grained metal with improved properties is produced.
The remainder of this article is available only to AEHS Members. Please Login.
Send mail to
![]() with questions or comments about this web site.
with questions or comments about this web site.
This website depends on cookies to make it function. If you continue to browse, scroll, click or otherwise interact, you are providing implicit acknowledgement of and agreement to this.
Copyright © 2002-2025 Aircraft Engine Historical Society